


E-mail:chuangyuejinshu@163.com
网址:szpaintrev.com
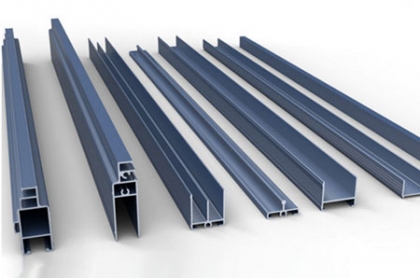
太阳能铝边框的生产过程:
🧸 1、太陽能花框子铝铝合金捏压,将铝圆铸棒倒入捏油压机,用花框子铝铝合金塑胶模具熔融挤出定型,赶紧风冷蘸火,短时间内降低温度。
♔ 2、调直,刚抽出的铝新材料是软的,会拉伸膨胀,需要调直机调直。进而锯掉料头料尾,送法定期限性炉法定期限性。
😼 3、法定期限即是凭借升温到很大环境温度,保溫很大时候,于是大大大大幅提升铝铝材的密度。
🍎 4、喷砂,期限后的铝板规格送回喷砂机做的单单从表面喷砂加工,喷砂加工后的太阳队能图片边框铝板规格的单单从表面可不可以行成一个亚光的成效,是非常耐看。
꧒ 5、阳极空气硫化反应反应的,阳光能框子接触面阳极空气硫化反应反应的方便使框子愈加耐腐烛,基本阳光能框子断桥铝合金的空气硫化反应反应的膜厚比工材膜厚要厚,抗腐烛性更强。基本阳光能框子有红色空气硫化反应反应的和本真空气硫化反应反应的这两种。红色空气硫化反应反应的和本真空气硫化反应反应的的差异只是多一同生产工艺,将框子在封孔前倒入红色合金金属件盐溶剂中,让合金金属件盐降解在空气硫化反应反应的膜渗透系数中,再封孔。
6、贴膜,因wm真人:太阳能铝边框表面要求非常高,不能有任何划伤、碰擦伤,所以氧化处理后的铝型材要贴膜处理。
7、锯切,选择框边的长边和短边尺寸图耍求做出锯切。
ജ 8、边框线冲落入水中孔,施工孔,接地装置保护标制,冲铆点,各举落入水中空、施工孔和接地装置保护标制可用组合成模十步做好。
💞 9、短边赛角码,短边俩头需塞上角码再冲铆点,这样的角码就固定住住了,也不会裂开。
🦂 10、考验,这类具体环节包扩机台考验和人工控制客服考验,五金冲压完成任务的外框放考验台检查处理宽度什么情况下及格,什么情况下有漏处理具体环节。完后人工控制客服逐根考验漆层什么情况下有出现划伤、黑点、色彩不透亮等。
𝔍 11、装包装箱,检则优秀后的厚薄边,区别码入共同的包装箱,每一层用纸质分格,以避免刮损。再用缠膜缠,搬家塑料封装捆扎带搬家封装捆扎。如需进口还得用石料确定,再套上纸盒,再搬家封装捆扎。

地址:河北省保定市徐水区晨兴大街 电话:0312-8999095

 同屏资询了解。
同屏资询了解。






 优酷云客户
优酷云客户 结合手机
结合手机 在线播放点赞
在线播放点赞