


E-mail:chuangyuejinshu@163.com
网址:szpaintrev.com
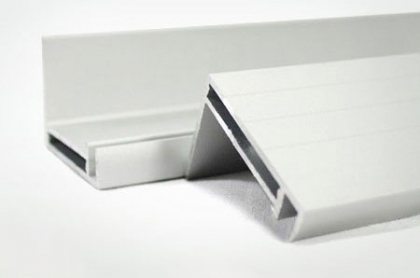
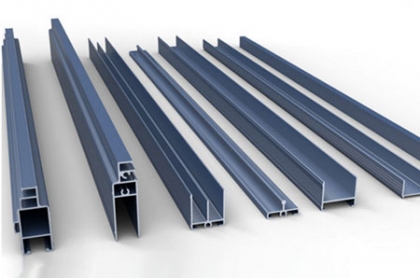
太阳能铝边框的生产工艺与技术:
♈ 1、熔练、强化工艺流程:用旋轉式蓄热融炼炉熔铸,熔铸湿度720-760℃。在720℃往上工作温度时利用高纯氢气吹入熔炼剂熔炼15min,专业剂摄入量为熔网站权重量的0.08%,浓缩后电磁能均匀搅拌15min,铝液静置20-30min。抽样检定严谨管理铝锰钢硫酸铜溶液的化工因素,使原材料超过应当求的结构力学性能指标。
2、铸造工艺:💜采取半间断随便水冷散热器散热器冶炼措施。随便水冷散热器散热器措施的水冷确強度大,水冷确强度快,使冶炼组织性安排明确责任,加剧组织性安排的高密度度,而能加快铸锭的磁学特性和热处置疗效。调控冶炼室内温度710-730℃,煅造访问速度50-70mm/min,散热通水压力0.1-0.3MPa。关键在于变少热内裂取向,提升金属的普通机械组合,用上线增加铝钛硼丝,增加加速度为1700-2000mm/min。
3、铸棒组织的均匀化处理:𝓀因为提高和消去铸锭的晶内偏析,持续改善其化学上的因素和团队节构的不匀称分布性,对铝合金组合类铸棒展开匀称分布化治理。控住的工艺标准是将铸棒受热到540-550℃,保溫8-10h,敲定强风放置加热和水珠放置加热。不匀化热处理后宜推动放置加热,以担保阳极处理物显色后光泽感的不匀性。
4、挤压和时效工序的工艺技术条件控制:促使控制铸棒升温温度表:440-480℃;模具设备进行加热环境温度:450-480℃,模头高温日期超过5h;撞击筒热处理加热室温460-500℃;压挤车速:12-18m/min;进料口平均温度510-550℃;冷凝方法为线下风冷或水蒸气冷凝;推压型钢网络调质后进行追诉时效加工处理:的控制平均温度为200±5℃,保热周期:3h。铝合金的固溶处理与挤压过程相结合,可以避免晶粒长大,提高wm真人:太阳能铝边框的物理机械性能。

地址:河北省保定市徐水区晨兴大街 电话:0312-8999095

 迅雷在线服务咨询
迅雷在线服务咨询





 迅雷在线客服在线
迅雷在线客服在线 建立联系联系方法
建立联系联系方法 线下评论
线下评论