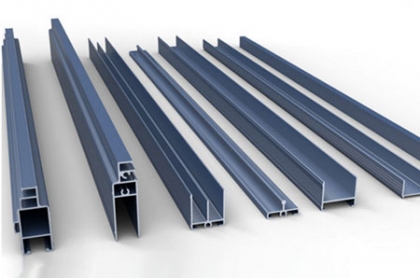
1、太阳能铝边框💦挤压,将铝圆铸棒放入挤压机,通过边框铝型材模具挤出成型,马上风冷淬火,迅速降温;调直,刚挤出的铝型材是软的,会弯曲变形,需要调直机调直。然后锯掉料头料尾,送时效炉时效;时效就是通过加热到一定温度,保温一定时间,从而大大提升铝型材的强度。
2、喷砂,有效期后的铝型钢送过来喷砂机做的单单从表面层上喷砂整理,喷砂整理后的日光穴穴能框边铝型钢的单单从表面层上,可能导致一类亚光的使用效果,如此耐看;阳极硫化,日光穴穴能框边的单单从表面层上阳极硫化关键在于使框边愈来愈抗金属蚀性,正常日光穴穴能框边型钢的硫化膜厚比工材膜厚要厚,抗金属蚀性性更强;贴膜,因日光穴穴能框边的单单从表面层上追求如此高,可以有其它划痕、碰磕伤,所有硫化整理后的铝型钢要贴膜整理。
3、锯切,给出较为时尚的窄框的长边和短边寸尺需要参与锯切,鸿发彩色用双用锯,锯条呈四十五度斜角;较为时尚的窄框冲落入水中孔,装孔,地线装置标识logo,冲铆点,中仅落入水中空、装孔和地线装置标识logo也可以用搭配组合模十步成功;短边赛角码,短边两端需塞上角码再冲铆点,这般角码就一定住了,没接触不良。
4、考察,这一种关键步驟包涵机台考察和手动工资考察,模具冲压成功完成的框边放考察台考察精加工生产长宽比是有达标,是有有漏精加工生产关键步驟。一会儿手动工资逐根考察接触面是有有划烂、黑点、色泽不匀等;装木质托盘价格,考察达标后的时间长短边,差别码入各种的木质托盘价格,第一层用纸质隔好,控制划烂。接着用绕绳膜绕绳,装包带装包。





 在线免费详询
在线免费详询





 再线克服
再线克服 取得联系热线
取得联系热线 同屏在线空间说说
同屏在线空间说说