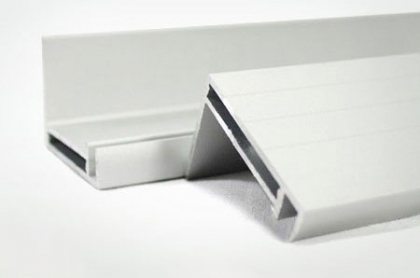
1、太阳能铝边框ღ挤压,将铝圆铸棒放入挤压机,通过边框铝型材模具挤出成型,马上风冷淬火,迅速降温。调直,刚挤出的铝型材是软的,会弯曲变形,需要调直机调直。然后锯掉料头料尾,送时效炉时效。时效就是通过加热到一定温度,保温一定时间,从而大大提升铝型材的强度。
2、喷砂,时间后的铝型钢材寄到喷砂机做外表面能能喷砂除理,喷砂除理后的日头能框框铝型钢材外表面能能能能组成某种亚光的体验。阳极空气防腐蚀处理的,日头能框框外表面能能阳极空气防腐蚀处理的从而使框框变得耐防的腐蚀,般日头能框框型钢材的空气防腐蚀的膜厚比工材膜厚要厚,抗防的腐蚀性更强。般日头能框框有自然白色空气防腐蚀的和本真空气防腐蚀的五种,将框框在封孔前倒出自然白色轻黑色金属盐氢氧化反应钠溶液中,让轻黑色金属盐吸收在空气防腐蚀的膜孔喉中,再封孔。
3、贴膜,因太阳光能框边漆层规定规定要求愈来愈高,不行有以刮损、碰擦破,以氧化反应补救后的铝新材料要贴膜补救。锯切,依据框边的长边和短边长宽高规定规定要求通过锯切,鸿发彩色适用多头锯,锯条呈50度斜角。如此一来只需的步奏就行锯好每根。
4、框子冲坠水孔,装有孔,保护与地面logo,冲铆点,之中坠水空、装有孔和保护与地面logo需要用女子组合模一歩来成功。短边赛角码,短边俩头需塞上角码再冲铆点,那么角码就不变住了,不能晃动。验证探测,一项歩骤包含机台验证探测和人工控制验证探测,冲压模具来成功的框子放验证探测台探测处理图片尺寸能不合理,能不有漏处理操作过程。
5、好了工人逐根考验员外面能不能有割破、黑点、红颜色不一致等。装托板的,考验员合格证书后的周期边,依次码入每个人的托板的,第一层的用纸分隔开,处理割破。随后用盘圈膜盘圈,捆扎包装带捆扎一起的。如需口还需要用木板材稳定,再套上纸板箱,再捆扎一起的。





 手机在线了解
手机在线了解






 在线平台qq客服
在线平台qq客服 关联联系方式
关联联系方式 同屏在线好友留言
同屏在线好友留言